Носите спортивную обувь
Во время нормальной работы штифт гусеницы медленно вращается назад в отверстии для штифта, они изнашиваются равномерно, отверстие для штифта постепенно увеличивается, а штифт постепенно становится тоньше.Если операция выполняется неправильно, например, поворот на высокой скорости, резкий старт или попадание в грязную воду, сорняки и т. д. для блокировки пальцев, это приведет к перенапряжению левой и правой сторон гусеничных башмаков и их провисанию. и штифты будут деформированы и согнуты.Вращение, штифт и отверстие для штифта становятся трением скольжения, а часть трения ограничивается небольшой частью контактной поверхности, штифт постепенно шлифуется в кривошипную форму, а отверстие для штифта также становится эллипсом.

Увеличение отверстия под штифт также вызывает удлинение шага гусеницы (шаг представляет собой расстояние между центрами отверстий на обоих концах башмака гусеницы), поэтому башмак гусеницы и ведущее колесо шлифуют друг друга, башмак гусеницы изнашивается насквозь. , а зубья ведущего колеса имеют лопастную форму.Согласно измерению, при изменении шага со 174 мм до 184 мм ширина раскрытия зубьев ведущей шестерни изменяется с 87 мм до 97 мм, а нормальное зацепление качения при этом полностью разрушается.
Поскольку шаг башмаков удлинен, это также приводит к скачку роликов при ходьбе, что ускоряет износ беговой дорожки гусениц.При просадке ВПП более 4 мм ее следует отремонтировать.
Износ направляющей части башмака гусеницы в основном вызван отклонением гусеницы, сильной деформацией башмака гусеницы и чрезмерным осевым сотрясением ролика и направляющего колеса.
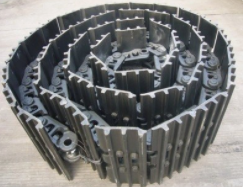
Башмаки обычных гусеничных лент сильно изношены или изношены через часть зацепления с ведущим колесом.
Ремонт гусеничных башмаков
Износ башмака гусеницы в основном состоит из двух частей: поверхности дорожки качения и отверстия под штифт гусеницы.Ремонтировать очень просто.После износа дорожки качения канавка провисает, и когда глубина не превышает 2-3 мм, ее можно непосредственно наплавить и отремонтировать.При глубоком износе стальные стержни разных размеров могут быть заполнены в канавках в соответствии с конкретными условиями, а затем приварены со всех сторон.Отверстие под штифт должно быть восстановлено до исходного размера и центрального положения исходного отверстия после шлифовки.Для этого вырежьте изношенное отверстие для булавки, вставьте булавку стандартного размера, затем нагрейте ее примерно до 800 ℃, а затем закатайте край уха.Добавьте к внешней стороне надреза полукруглую железную пластину и прочно приварите ее электросваркой.Отремонтированные таким образом башмаки могут прослужить более 100 смен.

Заменители стали для гусеничных башмаков
Башмаки гусеничных машин обычно изготавливаются из стали с высоким содержанием марганца с почти столетней историей использования.Это связано с тем, что высокомарганцевая сталь имеет характерную особенность, то есть она подвергается ударному упрочнению под действием ударной нагрузки, в результате чего она образует поверхностный слой, который является одновременно твердым и износостойким, сохраняя при этом прочность и пластичность своей внутренней части. слой.Однако в качестве гусеничных башмаков используется высокомарганцевая сталь, которая часто рано повреждается из-за трещин, перевернутых зубьев и прогиба во время эксплуатации и имеет низкий срок службы.Для преодоления этого недостатка была разработана низколегированная высокопрочная сталь 30SiMnMoV(Ti), которая базируется на отечественных ресурсах и проста в производстве.Он успешно используется для замены высокомарганцовистой стали при производстве гусеничных башмаков.
методы обработки
Технология обработки гусеничных башмаков из профиля в основном такова: применение профильной резки, сверления (штамповки), термической обработки, правки, покраски и других процессов;гусеница бульдозера одноармированная, а общий цвет окраски желтый;Он трехреберный, а цвет краски черный.Материал, приобретаемый для профиля, обычно имеет твердость 25MnB, а окончательная твердость материала при термообработке составляет HB364~444.
Время публикации: 26 августа 2022 г.



